产品分类
钢丸新闻
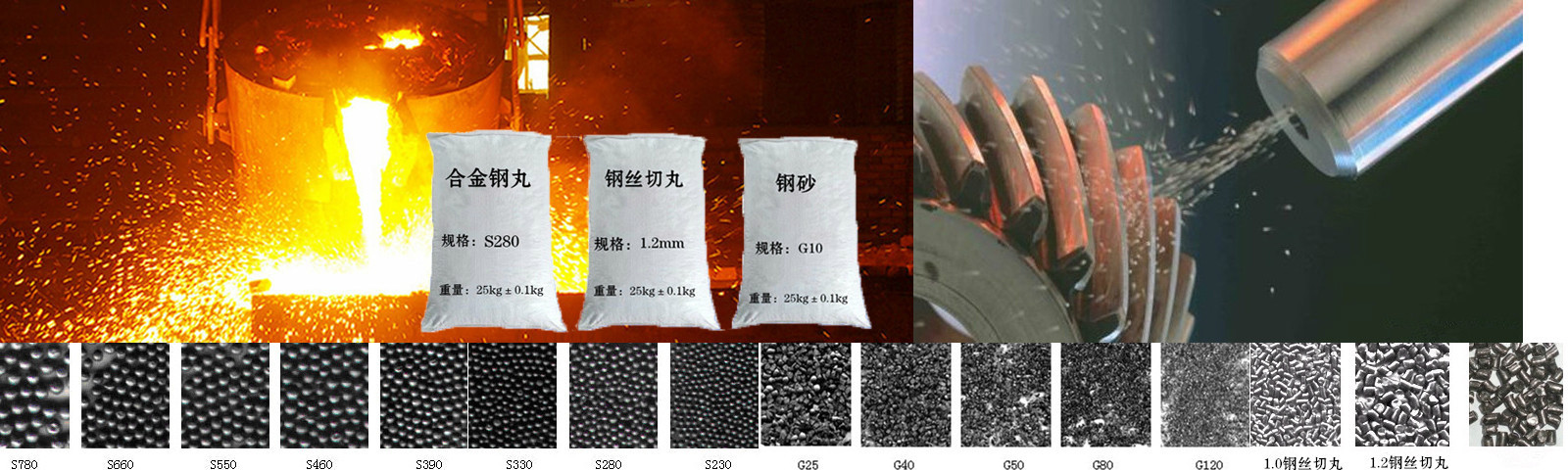
抛丸处理对工件表面粗糙度的影响
时间:2018-06-24 点击量:96
每个撞击工件表面的抛丸机钢丸把一些材料向上挤起来, 形成浅的球形压坑。 压坑的形状和深度取决于钢丸参数、 受喷金属原始表面的粗糙度和受喷金属的硬度。 正常情况下,原始表面粗糙度等于或小于125RHR时, 有可能得到改进, 这要取决手受喷金属和喷丸参数。 粗糙度随着喷丸强度的提高、 金属硬度的降低和弹丸尺寸的减小而增加。假若抛丸前金属表面的光洁度为l25RHR, 喷丸后的粗糙度一般将在125RHR以上。
