产品分类
钢丸新闻
喷丸的工艺过程
时间:2018-06-24 点击量:46
喷丸的工艺过程通常在小室中进行. 以便限制钢丸和易于收集钢丸供再次使用, 以及消除灰尘 。
通常借助机械的方法使零件进入弹丸流。送进时, 尽可能设法使关键部位按预定的程序接受弹流的抛打 。
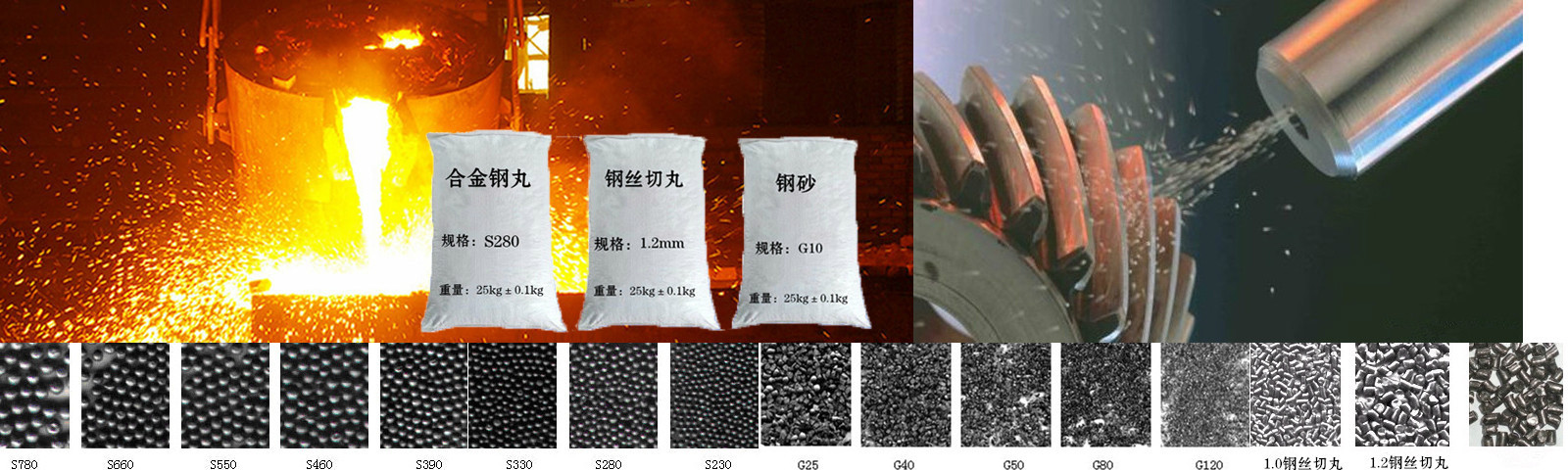
钢丸由按尺寸分级的硬颗粒组成, 常用的尺寸(按直径)范围从 (o.2毫米)到(3.0毫米)。各种类型的钢丸都可以根据情况使用。弹丸可以借助压缩空气、水或叶轮以每秒6l米的速度被喷射出去。
弹流的覆盖区域称之为“弹坑散布区域。气动式机床中弾丸从喷嘴中射出, 它的弹坑散布区域为直径约2英寸(50.8毫米)或3英寸(76.2毫米)的圆形,大小取决于喷嘴的尺寸和喷嘴至工件的距高。叶轮式机床造成的弹坑散布区域是扇形的,实角约为40度, 其宽度消大于叶轮本身的宽度。 散布区域的长度和宽度取决于工作至叶轮的距离。
喷丸引起工件的表面产生塑性变形, 使材料超过它的屈服强度, 从而导至残余压缩应力。这种压缩应力延伸的深度取决于材料的性质, 喷射的特性和弹丸打击受喷区域的总数. 喷射的性质由弾丸速度、 弹丸尺寸和弹丸种类来确定。受喷区域的总数是弹流量、弹坑散布区域、 操作控制和接受喷丸时间关系。
